EC配送箱のコストダウン
~紙器製品の価格構成と改善ポイントを紹介~

今、一番勢いのある業界がECです。新しい生活様式で家庭の消費スタイルが大きく変化し、ECは中心を占めています。こうした背景から、最近ECに着手した企業も多いのではないでしょうか。
売上アップを図る際に検討したいのがコスト削減です。ECのコストダウンの対象は、固定的な宅配料金を除くと、パッケージと梱包作業となります。
そこで今回は、ECのパッケージの中でも紙器製品のコストダウンを行う際に役立つ、価格構成と改善ポイントをご説明します。
目 次
- 1.紙器製品パッケージの価格構成とは?
- 1-1.原材料費
- 1-2.製造工程にかかる工賃
- 1-3.納入仕様に関わる包装費
- 1-4.納品にかかる運賃
- 1-5.イニシャルコスト(版・木型代)
- 1-6.その他の費用
- 2.まとめ
1.紙器製品パッケージの価格構成とは?

ECで配送する紙箱のコストをできるだけ抑えるために、改善をしたいものの、どのように検討すればいいのかわからないといった課題を抱える企業は多くあります。紙器製品のコストはどのように成り立っているのか、段ボール製品とはどう違うのかなどはなかなか知り得ることではありません。
紙器製品コストの改善ポイントを的確に把握するためには、まず紙器製品の価格構成を正しく理解することが重要です。
パッケージの中でも、紙器製品と段ボール製品とでは価格に対する見積もり方法がまったく異なります。
紙器製品では、紙器製品の製造にかかる個別費用を工賃化し、その工賃を積み上げて見積もりを行います。つまり、紙器製品が完成するすべての工程を指数化し、見積価格として算出するのです。
工程ごとの価格構成をしっかり理解することで、合理化案を検討する、仕様変更を検討するといった改善計画のポイントを見出すことが可能になります。
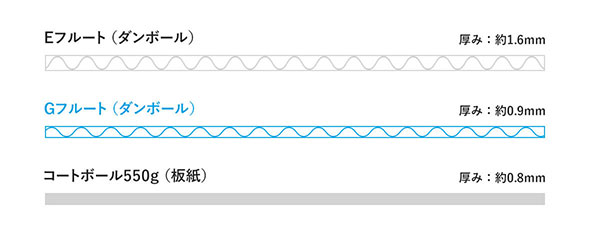
ここでは紙器製品の中でも、「美粧段ボール(※1)」を含む「マイクロフルート(※2)」の価格構成について順番に説明していきます。
※1 美粧段ボール...片面段ボールに、印刷が施された用紙を合紙・貼合した段ボールのこと。
※2 マイクロフルート...段の高さが0.5-0.6mmの超極薄の段ボールのこと。
1-1.原材料費
紙器製品の価格構成の1つめは「原材料費」です。紙器製品の原材料は「紙」です。この紙、つまり「原紙」は、選択肢が多岐に渡ります。紙器製品に使用する原材料を大別すると「平板原紙」「巻取原紙」の2つに分かれます。平板原紙は一枚一枚の板状に加工された原紙で、巻取原紙はロール状に加工された原紙です。
原紙のグレードを検討する
それぞれの原紙にグレードが存在し、原紙価格もそのグレードによって個別設定されています。この原紙のグレードが、一つのコスト改善ポイントになります。仕様変更を検討することで、グレードを適切に下げ、コストダウンできます。
例えば、「使用している原紙は、現状の紙器製品の目的に沿った適正材質なのか?」と検討することで、いわゆる材質変更と呼ばれる改善が行えます。当然、材質を変更すると強度ダウンや美粧性・デザイン再現性のダウンが想定されます。特に強度ダウンは、必要とする紙器製品の性能等を保証できるかを見極める必要があります。その見極めのために、包装貨物試験や輸送実地テストを行います。
坪量を軽量化する
主原料の原紙は、「坪量(g/㎡)」と「原紙グレード(銘柄)」で価格が設定されます。坪量とは、1㎡当たりの原紙重量のことです。例えば、パッケージによく利用されるコートボールでは450g/㎡、400g/㎡~270g/㎡と数10g刻みで規格が設定されています。
同じグレードでも坪量が軽い原紙のほうが価格が安くなるため、坪量を検討することで、坪量の「軽量化」と呼ばれる改善が行えます。ただし軽量化すると当然強度が低下するため、適正品質であるのか、過剰品質ではないのかを確認することが一つのポイントになります。
また紙器製品では印刷仕上がりに影響が出る場合があります。納得できる印刷レベルの見極めも重要なポイントとなります。
主要な原紙の標準価格は日経新聞に1ヶ月に1回掲載される「日経市況」を参考にできます。日経市況では、グレードと価格の推移が確認できます。ここに掲載されている以外の原紙は各サプライヤーが購入する原紙価格が標準となります。
1-2.製造工程にかかる工賃

2つめは、紙器製品の製造工程で必要になる工賃です。
紙器製品は、求められる特性に沿って形態設計され、特性を再現できる製造工程で製造します。工賃は各製造工程、つまり設備ごとに設定されます。
紙器製品の特性・再現性の保証、生産性が高まる工夫や工程を共有してもらうのが
成功のポイント
製造工程の工賃は、各サプライヤーの特徴・強みといった面が反映されて設定されるため、統一的指針のあるものではありません。従って、個別工賃の設定価格よりは、紙器製品の特性・再現性を保証し、かつ生産性が高まる工夫や工程において紙器製品で保証すべき品質レベルを共有してもらうことが重要なポイントといえます。
よくある過剰品質や極端な不良判定基準などは、最終的に製造工程の生産性や不良率に反映されます。自社とサプライヤーが、この情報を共有することが、コスト改善成功の鍵を握っています。
紙器製品の総個数や原材料にとれる紙器製品の個数の差が重要
各製造工程は、その設備を使用する製造数量によって工賃が設定されています。各サプライヤーではロットと称し、製造されるパッケージの個数(または総個数)を見積個数として設定します。製造される個数(総個数)は、設備ごとに設定された製造ロットに置き換えられます。これが「通(とおし)」という単位に該当します。
例えば、見積ロットが6,000個とします。投入される原材料に対して、この紙器製品が2個取れるとします。この場合は、3,000通(とおし)となります。一方見積ロットを12,000個とした場合、6,000通となります。この差を工賃に反映させることで、工賃が変化することになります。当然、6,000個より12,000個のほうが1個当たりの工賃は安くなります。
また、原材料に対してとれるパッケージの個数が2個から4個になっても工賃差が発生します。通常の場合、1つの原材料に多くの製品が取れるようになれば、1個あたりの工賃は低下することになります。このように紙器製品の総個数や原材料にとれる紙器製品の個数の差が、コストの最重要ポイントとなります。
工程ごとの「ロス」と「品質要求の難易度」の共有で正しい価格把握を
紙器製品の製造工程では、印刷工程・打抜工程・糊貼工程が主力で、その他美粧段ボールの場合は、巻取原紙をシート状にする貼合工程や板紙の印刷紙と片面段ボールを貼り合わせる枚葉貼合工程などがあります。
紙器製品の製造では、お客様のオーダー数に仕上がるように、工程ごとに「ロス」、つまり「不良率」を設定します。
製造工程のロスを前提に製造工程で必要な原材料の製造投入数が決定され、原材料を購入することになります。製造工程は、お客様と共有した「品質要求の難易度」、例えば印刷要求レベルや製品納入形態の合否判定範囲等を考慮し、製造していくのです。ここをサプライヤーと共有することが正しいコスト把握のポイントです。
ロットが大きく乖離する場合には「ロット格差」として製品価格を見直す
設定したロットは、製品サイクルによって変化することがしばしばあります。設定したロットから大きく乖離する場合は、見積条件と異なった実態を是正するため「ロット格差」として製品価格を見直すことになります。最初に述べた通り、紙器製品は同じパッケージでも価格が異なることがあります。見積条件の設定=ロットは価格に大きく影響する最大要因です。
1-3.納入仕様に関わる包装費
3つめは、紙器製品の納入仕様によって変わる包装費です。
納入仕様は重量過多にならないよう注意
製造工程で製造された紙器製品はそのままでは納入できません。お客様へ納入するために納入仕様を決定します。通常は通箱(かよいばこ)としてみかん箱のような段ボールに製品を梱包し届けられます。この納入時の通箱も一つのポイントになります。1個の通箱にたくさんの紙器製品を梱包できれば、1個あたりの包装費は安くなります。しかし、あまりにも多くの紙器製品を梱包すると段ボールの重量は重くなり、自社の使用現場で過重労働を強いる結果となります。現在求められる現場の労働負荷軽減とは逆の現象となり、使用現場の生産性低下や労働意欲低下、労働安全性の低下につながるため、その点を踏まえて納入仕様を設定することも重要です。
納入仕様は現場までの流れを想定して設定する
近年の納入方法は、納入運転手の負荷を軽減する目的から、はじめからパレットに通箱を乗せ、パレットごと納入する「パレット納入」が主流になってきました。過去には「バラ積み」と称し、トラックに直接通箱を乗せ、納入先で運転手がお客様のパレットに乗せ換える作業を行っていました。しかし、近年の物流現場では、このような対応をしてくれる運送会社はなくなりました。ご承知の通り、運転手不足により、運転手の作業環境改善が運転手確保の重要なポイントになっているからです。仮に「バラ積み」に対応したとしても運賃以外の作業工賃が発生し、高い運賃設定をせざるを得ないことになります。
納入に関する仕様は、現場の状況までを想定し設定することが、トータルコストを把握するポイントの一つになります。
コンプライアンスを遵守した設定を
通箱の重量やパレットに積み上げられた状態の高さ等により、納入便の積載量や作業時の「はい作業(荷上げ・荷下し)」に有資格者を要するといった法規制がかかる場面もあります。そのため、納入仕様はコンプライアンスを遵守した設定も必要です。
「通箱梱包」から「パレット梱包」への転換は有効
紙器製品の形態によっては、通箱を使わず、パレットに直接製品を積みつける納入仕様もあります。これは、より多くの製品を配送できる方法です。紙器製品の形態によって異なりますが、形態の包装改善と連動して取り組めば、大きなコストダウンを享受できる可能性があります。通箱梱包からパレット梱包への転換は、さまざまなコストポイントを刺激する有効な方法です。
納入に使用するパレットも無償ではありません。定期的に返却方法を決めたりサプライヤーに支給したりすることも重要です。後々のトラブル防止にルール化されることをお勧めします。
1-4.納品にかかる運賃

4つめは紙器製品の納品時に要する運賃です。
運賃のコストダウンは「納入条件」がポイント
近年は物流事情が厳しくなり、納入便の運賃は高止まりし、労働条件の改善も強化され、従来のような臨機応変な対応は取りにくくなりました。そこで重要なポイントとなるのが「納入条件」となります。
運転手の労働時間は細かく規定され、製品の積み込みや届け先での待機時間等、過重労働軽減の規定があります。そのため、納入頻度、納入指定数、積載効率、納入時の時間指定、待機時間等、細かな設定を確認しなければ、効率の良い配送を実現できない事例も多く発生しています。結果、コストアップとして価格反映しなければいけない状況が生まれてきます。ロット格差と同様に、納入条件の設定をいかに行うかによって、最終コストが確定するため、ここも重要なポイントと言えます。
積載効率も考える
通常の納入便は4t、10tと大きさの違う運輸便が準備され、1回の納品でどれくらいの個数が納品されるかによって、納入便の大きさが決定し、運賃が算出されます。
例えば10tで10,000個を納品するとします。運賃は40,000円とすれば、1個当たり4.0円となります。この10tでは本来40,000個積め、1個当たり1.0円で済むはずです。しかし、色々な条件から10,000個を指定されれば4倍の運賃がかかります。つまり積載効率25%となり、非効率です。
このような条件を、事前にサプライヤーと共有し、納入条件を設定することが、正しいコスト把握を行い、改善するポイントとなります。
適正なロットによる製造、効率的な納入単位での納入がポイント
前述したロット(個数or総個数)を何回で納入完了するかによっても、コストが大きく変わってきます。納入条件の見直しだけでもコストダウンできるポイントはあるかもしれません。逆に、条件を共有せず、納品が実施されていたとすれば、高い運賃を支払っているかもしれません。
また、パッケージの単価を下げるため、大きなロットで製造し、長期間在庫をメーカーに保管委託することになれば、倉庫保管料が発生することも考えられます。適正なロットで製造し、効率的な納入単位で納入することがWIN=WINの関係を構築するポイントになります。
1-5.イニシャルコスト(版・木型代)

5つめは紙器製品の製造時に発生する版・木型代などのイニシャルコストです。
版・木型代
紙器製品を製造するにあたり、どうしても準備しなければいけない材料に「版」や「木型」があります。版は製品の顔となる印刷に必要となり、木型はパッケージの形を作るのに必要となります。
製造前にさまざまな事前作業を行い、お客様に承認を受けたデザインの版や紙器製品の形態を再現する木型は、製品として供給するために不可欠なものになります。これらは、紙器製品の価格とは別に発生する費用になります。
こうしたイニシャルコストは総額で設定されますが、印刷再現性が非常に難しい製品である場合には、事前の承認作業(校正作業)に多大な工数がかかったり、紙器製品の形態が非常に複雑な形態などの場合は高額になることが多々あります。
「サイズ・印刷色数・製品取り数」で価格が決まる
版は「サイズ」と、印刷に使用する「印刷色数」によって価格が異なります。また、木型は“形態の大きさ”や“1つの原材料で取ることができる製品の個数”、つまり「製品取り数」によっても価格が異なってきます。サイズが大きく、印刷色数が多く、製品取り数が大きくなればなるだけ、イニシャルコストは高くなる傾向にあります。
少ロットでオリジナルにする場合は規格製品を取り扱う包装資材会社を選ぶとよい
少ないロットでオリジナルデザインやオリジナルの形態を採用すると、イニシャルコストが重くのしかかってきます。結果的にトータルコストの高いパッケージになる例が多いです。このような場合は、規格製品(レディーメイド)を取り扱う包装資材会社を採用されることをおすすめします。1品1様でオーダーメイドの紙器製品を製造するメーカーは、概して、小ロット対応では非常に価格の高い紙器製品となることがあるためです。
1-6.その他の費用
最後は、紙器製品にかかる、その他の費用です。主に特別な加工や品質要求にかかる費用となります。
品質要求や表面加工などの特別な工程に要するコストも考慮する
サプライヤーへ寄せられるお客様の要望は多種多様で多岐に渡ります。一般的な紙器製品に色々な特別加工を施し、お客様の要望を再現し、納品することもあります。このような場合は、特別な工程を準備しなければならない場合があります。
よくある事例が「品質」の要求内容です。要望の品質要求を保証するには製造工程外で保証する必要があることがしばしばあります。製造工程はISOに準拠し、製造工程内で製造中に品質が保証される仕組みとなっています。しかし、要求品質によっては、製造工程内ではどうしても保証しきれない場合があります。サプライヤーは、その要求品質を保証し、納入することが使命となるため、このケースでは製造工程とは別の工程、つまり社外で保証に関する作業を実施することとなります。すると作業工賃とともに、搬送運賃などのコストが追加で発生することになります。
また、より美粧性の高い印刷仕上がりや特殊な特性を持たせる「表面加工」という技術があります。 これも同様に、別工程が必要となるため、社外への搬送運賃と作業工賃が発生することになります。表面加工を行いたい場合は、サプライヤーの印刷機がどのような印刷仕様が実現可能かを把握しておくこともコストダウンを検討するポイントになります。
2.まとめ
紙器製品の価格は、さまざまな構成要因を積み上げた中で算出されています。今回ご紹介してきた中には、今まで気にも留めなかったポイントがあるかもしれません。
単純に製造工程の工賃のみではなく、サプライヤー各社の強みや企業環境によっても大きく異なってきます。しかし見積もりの明細は企業秘密に近い内容で、多くの企業では基本的に開示できません。
そのため、個別の工賃を比較するのではなく、上述した改善ポイントや着目するポイントでも、価格以上の効果を得られる場面が多々あります。
自社の紙器製品の価格を構成する要素を適正に把握し、改善ポイントを抽出して改善課題として取り組むことがコストダウンへの近道です。
関連情報:梱包作業改善のコツと課題解決のポイント
今回はほとんど触れていませんが、紙器製品の包装改善・形態改善や梱包仕様の改善、作業の自動化なども大きな改善を見込めるコストダウンの手法です。日本トーカンパッケージは、紙器製品の課題解決と共に、紙器製品の包装改善、作業の自動化に取り組むことが同時にできる企業です。
例えば宅配用パッケージで設定されるパッケージサイズの範囲内でコストダウンしたいという要望に応える「Eco Quick BOX(エコクイックBOX)」をはじめ、グッドパッケージング賞を受賞した開発パッケージ等も数多くご用意しております。お客様の課題解決に向けて、ぜひ一緒に取り組まさせていただきますので、まずはお気軽にお問い合わせください。
関連情報:梱包作業改善のコツと課題解決のポイント
関連情報:梱包作業の自動化で、作業効率のUPとコスト削減を実現
関連情報:包装改善で梱包作業の省人化・省力化を実現
梱包コストダウンを実現する製品一覧
トーカンアシストBOX

設備はシンプル&コンパクトに設計されています。安価で初期投資の負担軽減も「アシスト」します。
Eco Quick BOX(エコクイックBOX)
自社開発した梱包支援システム

宅配用パッケージの寸法規定により、今まで諦めていたパッケージのサイズダウンを実現。Eco Quick BOX(エコクイックBOX)を使うことで、パッケージに入る内容物の寸法を確保しつつパッケージ面積比23%ダウンを実現します。
ECスリムカートン
(製函機タイプ)
自社開発した梱包支援システム
従来のワンタッチ箱では解消できなかった課題を、形態改善・梱包作業のシステム化、パッケージとシステムの連動によって解決し、トータルコスト削減を実現します。
- 日本トーカンパッケージとは?
-
日本最大の包装容器メーカーの東洋製罐グループと
国内2大製紙メーカー日本製紙株式会社を母体とした国内基盤の強いパッケージメーカーです。 日本トーカンパッケージは、国内に包装開発センターを持ち、ライン設計・システム導入・マシンメンテナンス等、東西に在住する包装システムグループが自社で実施しています。
日本トーカンパッケージは、国内に包装開発センターを持ち、ライン設計・システム導入・マシンメンテナンス等、東西に在住する包装システムグループが自社で実施しています。
また、DS Smith Plc(DSスミス)・WestRock Company(ウェストロック)など海外のパッケージ・製紙メーカーと提携し、日本国内で海外包装システムを提供するパッケージメーカーです。
よくある質問
-
Q 印刷の方法は?
A紙器の基礎知識で掲載しています。主要な印刷方法は3種類あります。
-
Q 色はどうやって再現されるのですか?
A色は、3原色を用いて再現します。紙器の基礎知識「印刷とは」で詳細に説明しております。
-
Q どんな印刷が出来ますか?
A紙器の基礎知識で掲載している印刷方法は、自社で生産が出来ます。
-
Q 初期費用はどれくらい掛かりますか?
A印刷用の版(データ作成)・木型の費用が発生します。印刷は色数によって、木型は製品の大きさ、取数によって異なります。実際の製品サンプルを作成する時点で概算の算出が出来ます。
-
Q 印刷やデザイン等からご相談させていただくことも可能でしょうか?
A大丈夫です。デザインは東洋製罐グループ内で対応できます。印刷方法や表面加工方法については、営業が貴社のご意向に沿って提案させて頂きます。
関連製品
日本トーカンパッケージでは、お客様の生産ラインで使用される生産資材から
販売店舗の店頭でディスプレーされる販売促進用製品に至るまで様々な紙器をご用意しています。
その他国内最薄段ボール「マイクロフルート」の取り扱いも行っています。
是非、以下より詳細をご確認ください。